展覽主題
數位轉型
綠色轉型




摩特立有限公司
產品描述 :
M01ABT規格:
鑽頭尺寸:2-13mm
一般鑽頭 : 2mm ~ 13mm
薄鈑鑽 : 3mm ~ 13mm
鎢棒: 2.4、 3.2mm (標配)
1.6、4.0、 5.0 mm(選配)
研磨角度:90-140度
一般鑽頭 : 90°~ 140°
薄鈑鑽 :165°~ 180°
鎢棒: 15°, 30°, 45°, 60°, 75°, 90°
研磨鑽頭種類:
麻花鑽、中心鑽、90度NC定點鑽、薄鈑鑽、鎢棒






主上工業股份有限公司
產品描述 :
車床花目加工方法可分兩種:
一種是壓擠方式,另一種是車削方式,兩種方式都是採工件旋轉,
刀具被動旋轉方式加工.
1.壓擠方式簡稱壓花,壓花是用壓擠方式,會依花目形式使花目凸起,機械主軸負荷大, 且外徑會有加大膨脹效果.
2.車削方式簡稱車花,而車花是用車削方式,是有屑加工,且加工阻力較輕,所以花目清淅,對機械主軸負荷相對減輕,是CNC數控車床的最佳選擇


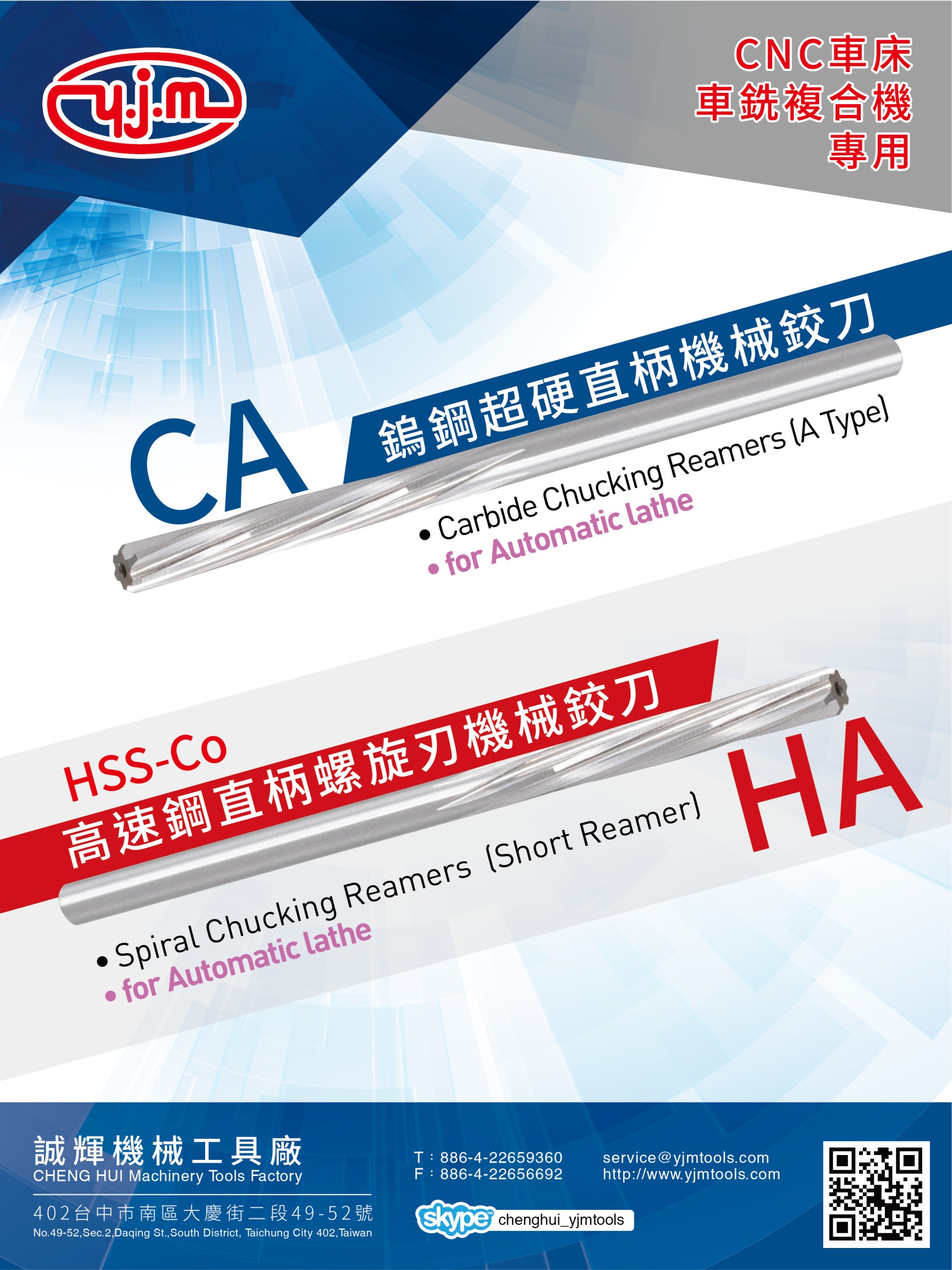
耐久切削工具有限公司
產品描述 :
i-Center是Nine9的註冊商標,世界首創可換式刀片中心鑽,擁有多國專利。只需在使用首次設定刀具長度,大幅提昇換刀效率。
將打中心孔刀具捨棄化,以超微粒鎢鋼為底材,加上奈米鍍層提高速度5-10倍,大幅增加加工效益。
• 高速度,高進給
• 高強度刀桿,高強度刀片
• 合金鋼可使用6000rpm,600mm/min(0.1mm/rev.)
• 重現度0.02mm
• 刀具長度穩定具優異的重現性
• 刀片更換,刀長誤差在0.05mm以內

富達興企業有限公司
產品描述 :
H+K公司創立於1952年,專業於業界的頂尖精密工具,並致力於研發更精密方便的使用工具,其產品組合涵蓋了所有形式的滾花、車花工具,還有最新研發的鑽石滾光刀具。優越的品質、一流的表面性能,在業界擁有強大的競爭優勢。





明祿工業股份有限公司
產品描述 :
【出水-外徑車刀】
AACLN、AATJN、AATQN、AAWLN、ADCLN、ADDJN、ADDQN、ADTEN、ADTJN、ADTQN、ADVJN、ADWLN、AMCLN、AMDJN、AMTJN、AMVJN、APCLN、ASCLC、ASDNC、ASDJC、ASTUP、ASVJB、ASVJC、ASVJP、ASVKB、ASVKC、ATJNR、AWLNR。
【出水-內孔車刀】
L-SCLC-V、L-SDUC-V、L-STLC-V、L-STUP-V。
【出水-牙刀】
ASER、ASER-WP、ASER-NA。
【出水-品牌專用槽刀】
ACGWS、AEVSC/M、ADGT、AGHR、AGNDMR、AGHSR、AGWC、AKGD、ASLAL-38、ATGTR、ATSE、ATTE、AWGCSM、AUASR、AUSR。

